
إن عدم وجود لحام في وصلة اللحام العلوية يعني أن وصلة اللحام قد ذابلت, وصلة اللحام غير مكتملة بالثقوب (ثقوب النفخ, ثقوب), اللحام غير ممتلئ في فتحات الخرطوشة ومن خلال الثقوب, أو أن اللحام لا يصعد إلى لوحة سطح المكون.
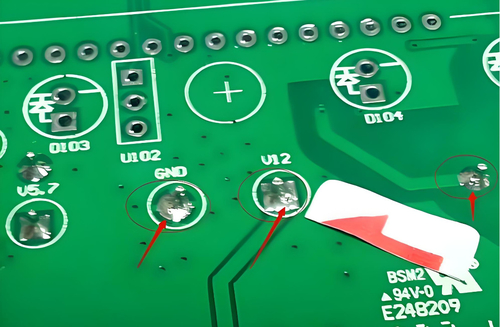
ظاهرة نقص اللحام الموجي
ظاهرة نقص اللحام الموجي
1, درجة حرارة التسخين واللحام لثنائي الفينيل متعدد الكلور مرتفعة جدًا, بحيث تكون لزوجة اللحام المنصهر منخفضة للغاية. التدابير الوقائية: درجة حرارة التسخين المسبق هي 90-130 درجه مئوية, ويتم أخذ الحد الأعلى لدرجة حرارة التسخين المسبق عندما يكون هناك المزيد من المكونات المركبة; درجة حرارة موجة اللحام هي 250 ± 5 درجة مئوية, وقت اللحام هو 3 ~ 5 ثواني;
2, فتحة فتحة الإدخال كبيرة جدًا, ويتدفق اللحام من الحفرة. التدابير الوقائية: فتحة فتحة الإدخال هي 0.15 ~ 0.4 مم بشكل مستقيم من الدبوس (يتم أخذ الحد الأدنى للرصاص الرفيع, يتم أخذ الحد الأعلى للرصاص السميك);
3, أدخل المكون في وسادة كبيرة من الرصاص الناعم, يتم سحب اللحام إلى الوسادة, بحيث يذبل مفصل اللحام. التدابير الوقائية: يجب أن يتطابق حجم الوسادة وقطر الدبوس, والتي ينبغي أن تساعد على تشكيل مفصل لحام الغضروف المفصلي.
4. سوء نوعية الثقوب المعدنية أو مقاومة التدفق المتدفقة إلى الثقوب. التدابير الوقائية: تعكس إلى مصنع معالجة اللوحات المطبوعة, تحسين جودة المعالجة;
5, ارتفاع القمة لا يكفي. لا يمكن جعل اللوحة المطبوعة تنتج ضغطًا على موجة اللحام, الذي لا يفضي إلى التعليب. التدابير الوقائية: يتم التحكم في ارتفاع الذروة بشكل عام عند 2/3 من سمك اللوحة المطبوعة;
6, زاوية تسلق اللوحة المطبوعة صغيرة, لا يفضي إلى تدفق العادم. زاوية التسلق للوحة المطبوعة هي 3-7°.