
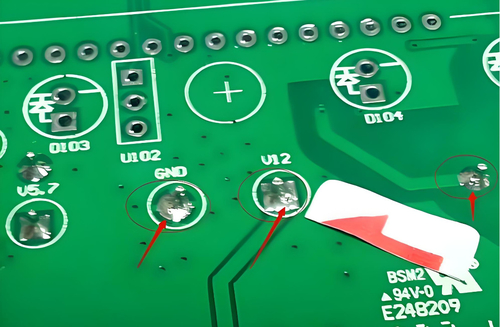
La mancanza di saldatura nel giunto di saldatura della cresta significa che il giunto di saldatura è raggrinzito, il giunto di saldatura è incompleto di fori (fori di soffiaggio, fori di spillo), la saldatura non è piena nei fori della cartuccia e nei fori passanti, oppure la saldatura non si arrampica sulla piastra della superficie del componente.
Fenomeno della carenza di saldatura d'onda
Fenomeno della carenza di saldatura d'onda
1, La temperatura di preriscaldamento e saldatura del PCB è troppo elevata, in modo che la viscosità della saldatura fusa sia troppo bassa. Misure preventive: la temperatura di preriscaldamento è 90-130 ℃, e il limite superiore della temperatura di preriscaldamento viene preso quando sono presenti più componenti montati; La temperatura dell'onda di saldatura è 250±5℃, il tempo di saldatura è di 3 ~ 5 secondi;
2, l'apertura del foro di inserimento è troppo grande, e la saldatura fuoriesce dal foro. Misure preventive: L'apertura del foro di inserimento è diritta di 0,15~0,4 mm rispetto al perno (il limite inferiore è preso per il piombo sottile, il limite superiore è preso per il piombo spesso);
3, inserire il componente pad grande in piombo fine, la saldatura viene tirata sul pad, in modo che il giunto di saldatura si raggrinzisca. Misure preventive: la dimensione del tampone e il diametro del perno devono corrispondere, che dovrebbe favorire la formazione del giunto di saldatura del menisco.
4. Scarsa qualità dei fori metallizzati o resistenza al flusso che scorre nei fori. Misure preventive: riflettere sull'impianto di lavorazione del cartone stampato, migliorare la qualità della lavorazione;
5, l'altezza della cresta non è sufficiente. Impossibile fare in modo che la scheda stampata produca pressione sull'onda di saldatura, che non è favorevole alla stagnatura. Misure preventive: l'altezza del picco è generalmente controllata a 2/3 dello spessore del cartone stampato;
6, l'angolo di arrampicata del pannello stampato è piccolo, non favorisce lo scarico del flusso. L'angolo di arrampicata del pannello stampato è di 3-7°.