
クレストはんだ接合部にはんだが不足しているということは、はんだ接合部が縮んでいることを意味します。, はんだ接合が不完全で穴があいている (吹き穴, ピンホール), カートリッジの穴やスルーホールに半田が溜まっていない, または、はんだが部品表面のプレートまで登らない.
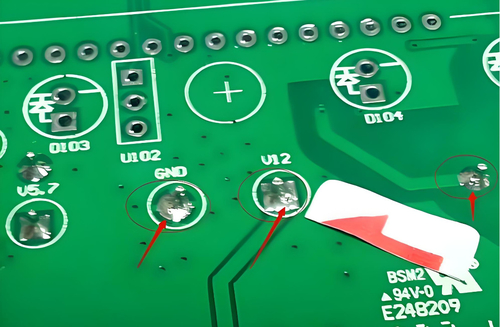
ウェーブはんだ不足現象
ウェーブはんだ不足現象
1, PCB の予熱と溶接温度が高すぎる, 溶けたはんだの粘度が低すぎるため、. 予防措置: 予熱温度は 90-130 ℃, 実装部品数が多い場合は予熱温度の上限が適用されます。; はんだウェーブ温度は250±5℃です, 溶接時間は3~5秒;
2, 挿入穴の口径が大きすぎる, そして穴からはんだが流れ出ます. 予防措置: 挿入穴の口径はピンより0.15~0.4mm真っ直ぐです (下限は細いリードに適用されます, 上限は太いリードに適用されます);
3, コンポーネントを挿入します 細いリード 大きなパッド, はんだがパッドに引っ張られる, はんだ接合部が縮むように. 予防措置: パッドのサイズとピンの直径が一致している必要があります, これはメニスカスはんだ接合の形成に役立つはずです.
4. メタライズ穴の品質が悪い、または穴に流入するフラックス抵抗. 予防措置: プリント基板加工工場へ反映, 処理品質を向上させる;
5, 頂上の高さが足りない. プリント基板にはんだの波に圧力を加えることができません, これは錫メッキには適していません. 予防措置: ピークの高さは一般に次のように制御されます。 2/3 プリント基板の厚さ;
6, プリント基板の登り角が小さい, フラックスの排出を助長しない. プリント基板の登り角は3~7°です.