
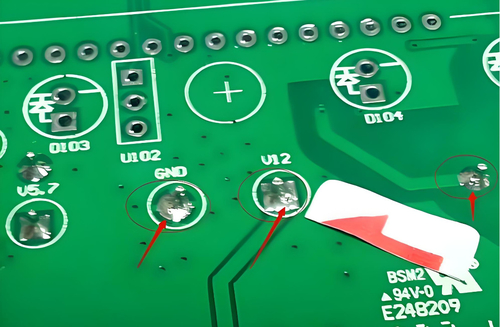
크레스트 솔더 조인트에 솔더가 부족하다는 것은 솔더 조인트가 오그라들었음을 의미합니다., 솔더 조인트에 구멍이 있어 불완전합니다. (불어 구멍, 핀홀), 카트리지 구멍과 관통 구멍에 땜납이 가득 차 있지 않습니다., 또는 땜납이 부품 표면의 판으로 올라가지 않습니다..
웨이브 솔더 부족 현상
웨이브 솔더 부족 현상
1, PCB 예열 및 용접 온도가 너무 높습니다., 용융 땜납의 점도가 너무 낮습니다.. 예방 조치: 예열 온도는 90-130 ℃, 예열 온도의 상한은 장착된 부품이 더 많을 때 적용됩니다.; 솔더 웨이브 온도는 250±5℃입니다., 용접시간은 3~5초;
2, 삽입 구멍의 구멍이 너무 큽니다., 그러면 땜납이 구멍 밖으로 흘러나옵니다. 예방 조치: 삽입 구멍의 구멍은 핀보다 0.15~0.4mm 직선형입니다. (얇은 납에는 하한이 적용됩니다., 두꺼운 납에는 상한이 적용됩니다.);
3, 부품 미세 리드 대형 패드 삽입, 땜납이 패드로 당겨집니다., 납땜 접합부가 오그라들도록. 예방 조치: 패드의 크기와 핀의 직경이 일치해야 합니다., 메니스커스 솔더 조인트의 형성에 도움이 되어야 합니다..
4. 금속화된 구멍의 품질이 좋지 않거나 구멍으로 유입되는 자속 저항. 예방 조치: 인쇄보드 가공공장에 반영, 처리 품질을 향상시키다;
5, 크레스트 높이가 충분하지 않습니다.. 인쇄된 기판이 솔더 웨이브에 압력을 가하도록 할 수 없습니다., 이는 주석 도금에 도움이 되지 않습니다.. 예방 조치: 피크 높이는 일반적으로 다음과 같이 제어됩니다. 2/3 인쇄판의 두께;
6, 인쇄 된 보드 등반 각도가 작습니다., 플럭스 배기에 도움이 되지 않습니다. 인쇄판의 등반 각도는 3-7°입니다..