
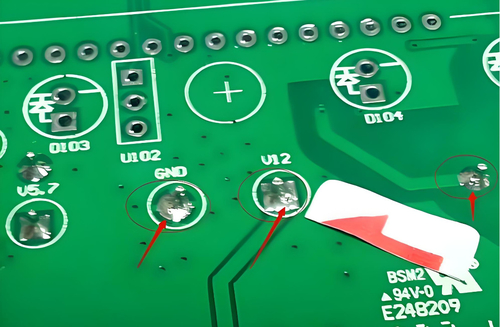
Door het ontbreken van soldeer in de topsoldeerverbinding is de soldeerverbinding verschrompeld, de soldeerverbinding is onvolledig met gaten (gaten blazen, gaatjes), het soldeer zit niet vol in de patroongaten en doorgaande gaten, of het soldeer klimt niet naar de plaat van het componentoppervlak.
Het verschijnsel golfsoldeertekort
Het verschijnsel golfsoldeertekort
1, PCB-voorverwarming en lastemperatuur zijn te hoog, zodat de viscositeit van het gesmolten soldeer te laag is. Preventieve maatregelen: de voorverwarmingstemperatuur is 90-130 ℃, en de bovengrens van de voorverwarmingstemperatuur wordt genomen als er meer gemonteerde componenten zijn; De temperatuur van de soldeergolf is 250 ± 5 ℃, de lastijd bedraagt 3~5s;
2, de opening van het insteekgat is te groot, en het soldeer stroomt uit het gat. Preventieve maatregelen: De opening van het insteekgat is 0,15 ~ 0,4 mm recht dan de pen (de ondergrens wordt genomen voor de dunne draad, de bovengrens wordt genomen voor het dikke lood);
3, Plaats de component fijne draad grote pad, het soldeer wordt naar de pad getrokken, zodat de soldeerverbinding verschrompelt. Preventieve maatregelen: de maat van de pad en de diameter van de pin moeten overeenkomen, wat bevorderlijk zou moeten zijn voor de vorming van de meniscussoldeerverbinding.
4. Slechte kwaliteit van gemetalliseerde gaten of fluxweerstand die in gaten stroomt. Preventieve maatregelen: reflecteren op de printplaatverwerkingsfabriek, de verwerkingskwaliteit verbeteren;
5, de tophoogte is niet genoeg. Kan de printplaat niet dwingen druk uit te oefenen op de soldeergolf, wat niet bevorderlijk is voor het vertinnen. Preventieve maatregelen: de piekhoogte wordt doorgaans gecontroleerd op 2/3 van de dikte van de printplaat;
6, de klimhoek van de printplaat is klein, is niet bevorderlijk voor fluxuitlaat. De klimhoek van de printplaat bedraagt 3-7°.