
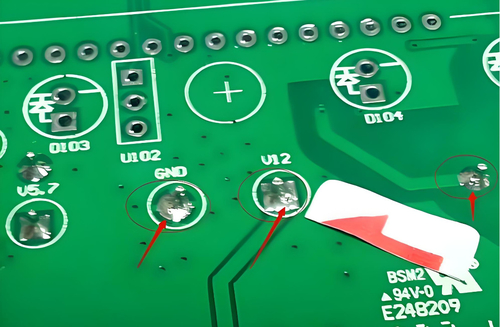
Brak lutu w złączu lutowanym grzbietowym oznacza, że złącze lutowane jest pomarszczone, połączenie lutowane jest niekompletne i ma dziury (wydmuchać dziury, dziurki), lut nie jest pełny w otworach wkładu i otworach przelotowych, lub lut nie wspina się na płytkę powierzchni elementu.
Zjawisko niedoboru lutu falowego
Zjawisko niedoboru lutu falowego
1, Temperatura wstępnego podgrzewania PCB i spawania jest zbyt wysoka, tak, że lepkość roztopionego lutowia jest zbyt niska. Środki zapobiegawcze: temperatura wstępnego podgrzewania wynosi 90-130 ℃, a górną granicę temperatury podgrzewania przyjmuje się, gdy zamontowanych jest więcej elementów; Temperatura fali lutowniczej wynosi 250 ± 5 ℃, czas spawania wynosi 3 ~ 5 sekund;
2, otwór otworu wprowadzającego jest zbyt duży, i lut wypływa z otworu. Środki zapobiegawcze: Otwór otworu wprowadzającego znajduje się w odległości 0,15–0,4 mm od kołka (dolna granica jest przyjmowana dla cienkiego przewodu, górną granicę przyjmuje się dla grubego ołowiu);
3, włóż element drobno ołowiany, dużą podkładkę, lut jest ciągnięty do podkładki, tak, aby złącze lutowane uległo skurczeniu. Środki zapobiegawcze: rozmiar podkładki i średnica szpilki powinny pasować, co powinno sprzyjać tworzeniu się złącza lutowniczego menisku.
4. Zła jakość metalizowanych otworów lub opór strumienia wpływającego do otworów. Środki zapobiegawcze: odzwierciedlać w zakładzie przetwórstwa tektury drukowanej, poprawić jakość przetwarzania;
5, wysokość szczytu nie jest wystarczająca. Nie można zmusić płytki drukowanej do wytworzenia nacisku na falę lutowniczą, co nie sprzyja cynowaniu. Środki zapobiegawcze: wysokość szczytu jest ogólnie kontrolowana przy 2/3 od grubości drukowanej płyty;
6, Kąt wspinania się płyty drukowanej jest mały, nie sprzyja odprowadzaniu strumienia. Kąt wznoszenia drukowanej płyty wynosi 3-7°.