
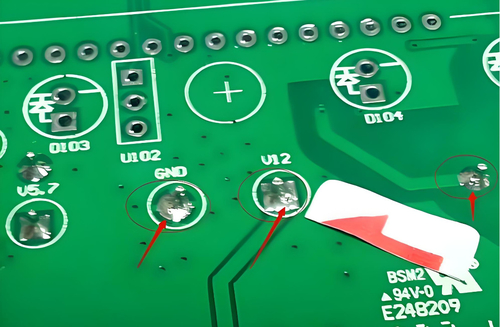
Bristen på lod i krönlodfogen gör att lödfogen krymps, lödfogen är ofullständig med hål (blåsa hål, nålhål), lodet är inte fullt i patronhålen och genomgående hål, eller så klättrar lodet inte upp till plåten på komponentytan.
Våglödningsbristfenomen
Våglödningsbristfenomen
1, PCB-förvärmnings- och svetstemperaturen är för hög, så att det smälta lodets viskositet är för låg. Förebyggande åtgärder: förvärmningstemperaturen är 90-130 ℃, och den övre gränsen för förvärmningstemperaturen tas när det finns fler monterade komponenter; Lödvågstemperatur är 250±5℃, svetstiden är 3~5s;
2, öppningen i införingshålet är för stor, och lodet rinner ut ur hålet. Förebyggande åtgärder: Insättningshålets öppning är 0,15~0,4 mm rak än stiftet (den nedre gränsen tas för det tunna blyet, den övre gränsen tas för det tjocka blyet);
3, sätt in komponenten fin bly stor dyna, lodet dras till dynan, så att lödfogen krymps. Förebyggande åtgärder: storleken på dynan och diametern på stiftet ska matcha, vilket bör gynna bildandet av meniskens lödfog.
4. Dålig kvalitet på metalliserade hål eller flödesmotstånd som rinner in i hål. Förebyggande åtgärder: reflektera till bearbetningsanläggningen för tryckt kartong, förbättra bearbetningskvaliteten;
5, krönhöjden räcker inte. Kan inte få det tryckta kortet att producera tryck på lödvågen, vilket inte är gynnsamt för förtenning. Förebyggande åtgärder: topphöjden styrs i allmänhet vid 2/3 av tjockleken på den tryckta skivan;
6, den tryckta brädans klättringsvinkel är liten, gynnar inte flussavgaser. Den tryckta tavlans klättringsvinkel är 3-7°.